欢迎访问
西安兴宝晟钢铁有限公司
网站
西安兴宝晟钢铁有限公司
主营: 西安螺旋管 西安广告牌用螺旋钢管 西安螺旋焊管厂家
咨询热线电话
主营: 西安螺旋管 西安广告牌用螺旋钢管 西安螺旋焊管厂家
咨询热线电话
 2022-11-15 09:02:55
2022-11-15 09:02:55
 螺旋管主要用于石油、的输送管线,其规格用外径*壁厚表示。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
螺旋管主要用于石油、的输送管线,其规格用外径*壁厚表示。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
限公司 螺旋管原则要求
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下西安广告牌用螺旋钢管,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m西安螺旋焊管厂家,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。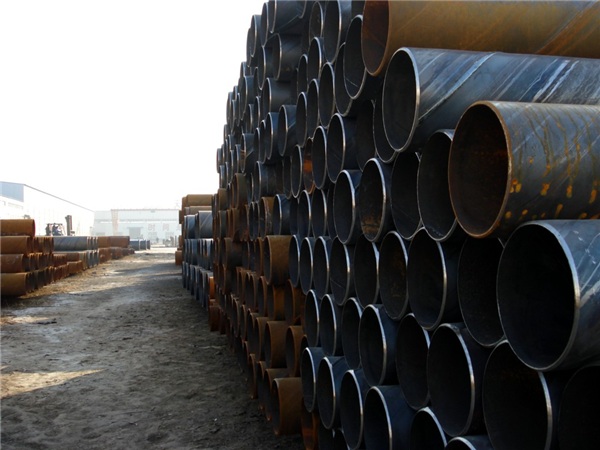
限公司是国内较大的西安钢管、无缝钢管、不锈钢管、20#45#厚壁无缝钢管、精密钢管、合金管、高中低压锅炉管、轴承钢管及焊管等生产销售企业。地理位置优越,交通十分便利。
采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
9)采用空气等离子切割机将钢管切成单根。
10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
司螺旋钢管市场需求既快速又不乱增长的趋势不会根本改变。螺旋钢管市场能否保持不乱快速发展的枢纽要看需求的变化。宏观经济受政策层面的调控,今后会给市场增长速度带来一定的减慢
主要原料为铁水加废钢,钢中硫、磷含量高于碳素结构钢,一般硫≤0.050%,磷≤0.045%。由原料带入钢中的其他合金元素含量,如铬、镍、铜一般不超过0.30%,按成分和性能要求,此类钢的牌号由Q195,Q215A、B,Q235A、B、C、D,Q255A、B,Q275等钢级表示。
注:“Q”是屈服的“屈”字的汉语拼音大写字头,其后数字为该牌号X屈服点(σs)值,其后的符号是按照该钢杂质元素(硫、磷)含量由高到低并伴随碳、锰元素的变化而分为A、B、C、D四等。
GB700-88标准中碳素结构钢Q235按冶金质量分为A、B、C、D四个等级,各等级的钢种含Si量均为0.3%,区别在于含碳量和硫、磷含量的不同。AB级含碳量为0.14%~0.22%和0.12%~0.20%,CD级含碳量为≦0.18%、≦0.17%,级的含Mn量X,D级SP含量X。
口径螺旋管生产工艺编辑
[1] 大口径螺旋管错边产生的原因: 大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其预防措施是很有必要的。 (1、钢带的镰刀弯是造成钢管错边的因素。在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。 2、由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。 3、钢带头尾对接焊接焊缝余高较大时,在过成型时若处理不当,容易造成较大的错边。 4、钢带边缘状况不佳是造成错边的另一重要原因.。 7)内焊和外焊均采
(1、钢带的镰刀弯是造成钢管错边的因素。在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。 2、由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。 3、钢带头尾对接焊接焊缝余高较大时,在过成型时若处理不当,容易造成较大的错边。 4、钢带边缘状况不佳是造成错边的另一重要原因.。 7)内焊和外焊均采
。
上一篇:没有了

吴经理

029-86718844

13572870190

921352894

921352894@qq.com

陕西西安市东元路66号非凡货场

扫描手机网站

扫一扫手机名片
本企业是西安螺旋管、西安广告牌用螺旋钢管、西安螺旋焊管厂家的加工公司,欲了解西安螺旋管更多详细信息,请访问网站。
版权所有©西安兴宝晟钢铁有限公司
联系人:吴经理 手机:13572870190 电话:029-86718844
邮箱:921352894@qq.com 地址:陕西西安市东元路66号非凡货场